į┌╣żśIŁh▒ŻŅIė“Ż¼RTOėÓ¤ß╗ž╩š╝╝ągš²ŽŲŲą┬ę╗▌å─▄ą¦Ė’├³ĪŻ▒Š╬─īó╔ŅČ╚ĮŌ╬÷Ę┘¤²¤ß┴┐▐D╗»×ķš¶Ų¹┼cī¦¤ßė═Ą─▀MļAæ¬ė├ĘĮ░ĖŻ¼Ä═ų·Ų¾śIīŹ¼FŁh▒Ż▀_ś╦┼cĮøØ·ą¦ęµļp┌AĪŻ
ąŅ¤ß╩Į¤ßč§╗»ĀtŻ©RTOŻ®╠Ä└ĒėąÖCÅUÜŌĢrŻ¼Ė▀£žĘ┘¤²▀^│╠Ģ■«a╔·800-1000ĪµĄ─¤¤ÜŌĪŻé„Įy─Ż╩Įųą▀@▓┐Ęų¤ß┴┐ų▒Įė┼┼Ę┼Ż¼Č°Ž╚▀MėÓ¤ß╗ž╩šŽĄĮy═©▀^¤ßĮ╗ōQčbų├Ż¼īó¤ß─▄Ė▀ą¦é„ī¦ų┴▌d¤ßĮķ┘|ĪŻŲõ║╦ą─┴„│╠Ęų×ķ╚²éĆļAČ╬Ż║
¤ß┴┐▓Č½@ļAČ╬Ż║╠š┤╔ąŅ¤ß¾w╬³╩šĘ┘¤²╩ęĖ▀£ž¤¤ÜŌ¤ß┴┐
─▄┴┐▐DōQļAČ╬Ż║Ė▀£žī¦¤ßė═/ÕüĀt╦«į┌ōQ¤ßŲ„ųą╬³╩š¤ß─▄
─▄į┤▌ö│÷ļAČ╬Ż║š¶Ų¹“īäė£u▌åÖCĮMŻ¼ī¦¤ßė═╣®¤ßĘ┤æ¬Ė¬

«ö╗ž╩š£žČ╚│¼▀^220ĪµĢrŻ¼ėӤߚ¶Ų¹░l╔·│╔×ķā×▀xĘĮ░ĖĪŻ▒▒Š®ßį░▓ŁhŠ│╝╝ągėąŽ▐╣½╦ŠĄ─╣ż│╠░Ė└²’@╩ŠŻ¼ŲõįOėŗĄ─╚²╝ēėÓ¤ßÕüĀtŽĄĮy┐╔īŹ¼F35%ęį╔ŽĄ─¤ßą¦┬╩╠ß╔²Ż║
| ŽĄĮy─ŻēK | ╣”─▄šf├„ | £žČ╚ģ^ķg |
|---|---|---|
| ŅA¤ßŲ„ | ▄ø╦«│§▓Į╝ė¤ß | 80-120Īµ |
| š¶░lŲ„ | ╦«Ų¹╗»║╦ą─ģ^ | 180-250Īµ |
| ▀^¤ßŲ„ | «a│÷▀^¤ßš¶Ų¹ | 300Īµ+ |
▓╗Ą├▓╗šfŻ¼▀@╠ūŽĄĮyį┌╗»╣żŲ¾śIæ¬ė├ųąŻ¼├┐─Ļ┐╔╠µ┤·2000ćŹ╚╝├║Ż¼£p┼┼CO?│¼5000ćŹĪŻ
ī”ė┌ąĶę¬ĘĆČ©ųą£žĄ─╣ż╦毩╚ńėĪ╦óĪó╩│ŲĘ╝ė╣żŻ®Ż¼ī¦¤ßė═ŽĄĮyš╣¼F¬Ü╠žā×ä▌Ż║
░▓╚½ŽĄöĄĖ▀Ż║│Żē║▀\ąą▒▄├ŌĖ▀ē║’LļU
┐ž£žŠ½Č╚Ī└1ĪµŻ║ØMūŃĖ▀Č╦ųŲįņąĶŪ¾
¤ß─▄é„▌öŠÓļx▀hŻ║ūŅ▀h▌ö╦═ŠÓļx▀_1.5╣½└’
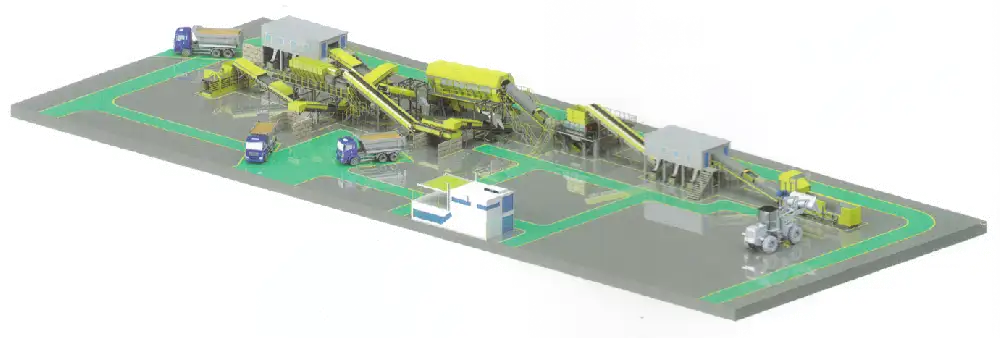
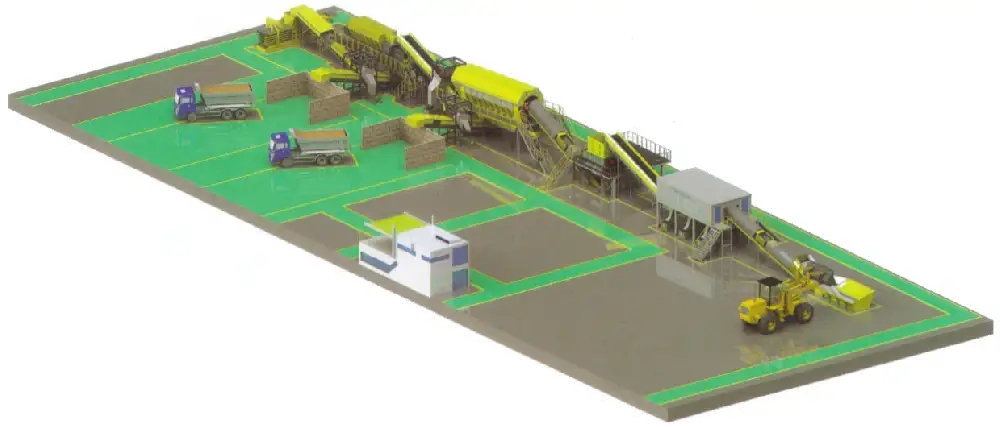
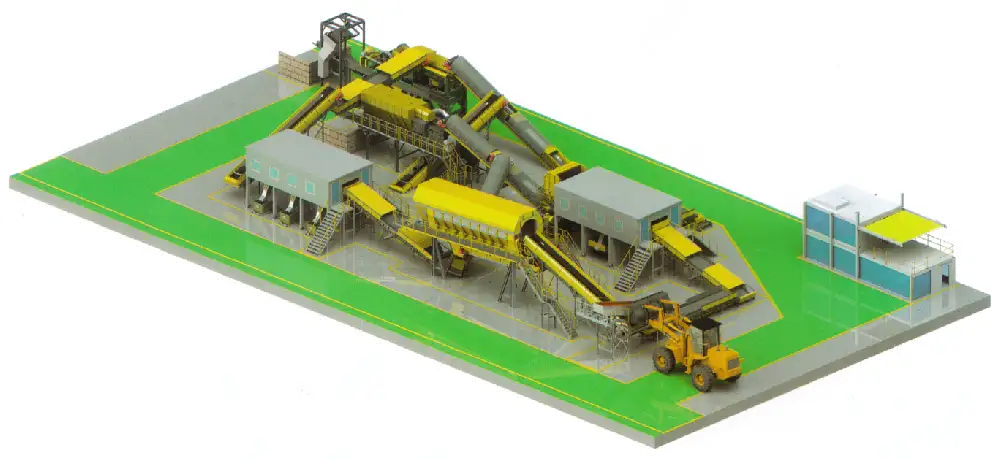
▒▒Š®ßį░▓Ų¾śIŁh▒Ż╣▄╝ęį┌×ķ─│Ų¹▄ć═┐čbÅSįOėŗĄ─ĘĮ░ĖųąŻ¼▓╔ė├ļp╗ž┬Ęī¦¤ßė═ŽĄĮyŻ¼īóRTOėÓ¤ß▌ö╦═ĄĮ8éĆ╔·«a▄ćķgŻ¼─Ļ╣Ø╝s╚╝ÜŌ┘M│¼300╚fį¬ĪŻ

▀xō±š¶Ų¹▀Ć╩Ūī¦¤ßė═Ż┐▓╗Ę┴ģó┐╝┤╦øQ▓▀ŠžĻćŻ║
| ┐╝┴┐ŠSČ╚ | š¶Ų¹ŽĄĮy | ī¦¤ßė═ŽĄĮy |
|---|---|---|
| ▀mė├£žČ╚ | >220Īµ | 180-400Īµ |
| įOéõ═Č┘Y | ▌^Ė▀Ż©ąĶē║┴”╚▌Ų„šJūCŻ® | Ą═15-20% |
| ŠSūo│╔▒Š | Č©Ų┌Öz£y/╦«╠Ä└Ē | ė═ŲĘĖ³ōQų▄Ų┌3-5─Ļ |
| ─▄ą¦▐DōQ┬╩ | 65-78% | 82-90% |
ū„×ķ╔ŅĖ¹Łh▒ŻŅIė“Ą─╝╝ągĘ■äš╔╠Ż¼▒▒Š®ßį░▓ŁhŠ│╝╝ągėąŽ▐╣½╦Š╠ß╣®Å─į\öÓĄĮ▀\ĀIĄ─═Ļš¹ĮŌøQĘĮ░ĖĪŻį┌ėÓ¤ß╗ž╩šŅIė“Ż¼Ųõ╠ž╔½Ę■äš░³└©Ż║
Č©ųŲ╗»įOėŗŻ║╗∙ė┌Ų¾śI╣ż╦ćģóöĄŲź┼õūŅāפß╗ž╩šĘĮ░Ė
ųŪ─▄┐žųŲŽĄĮyŻ║īŹĢrš{╣ؤß═©┴┐ŲĮ║Ō╔·«a▓©äė
─▄ą¦īÅėŗĘ■䚯║┴┐╗»įu╣└╣Ø─▄£p┼┼╩šęµ
šfĄĮ▀@└’Ż¼▓╗Ą├▓╗╠ßŲõį┌╔Į╬„Į╣╗»ÅSĄ─ś╦ŚUĒŚ─┐Ī¬Ī¬═©▀^RTOėӤߓīäėš¶Ų¹▌åÖC░lļŖŻ¼─ĻäōįņĮøØ·ą¦ęµ│¼800╚fį¬Ż¼įōĒŚ─┐ęč╚ļ▀x╣żą┼▓┐ŠG╔½ųŲįņ╩ŠĘČ░Ė└²ĪŻ
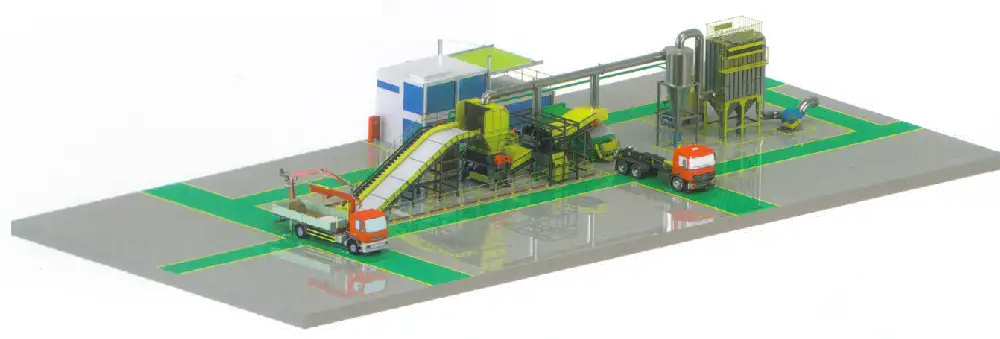
ļSų°▓─┴Ž┐ŲīW═╗ŲŲŻ¼ėÓ¤ß╗ž╩šš²ėŁüĒą┬░lš╣Ż║╠╝╗»╣ĶōQ¤ßŲ„╩╣╣żū„£žČ╚═╗ŲŲ1200ĪµŻ╗ŽÓūāā”¤ß▓─┴ŽĮŌøQė├─▄ĢrČ╬Õe┼õå¢Ņ}Ż╗öĄūųī\╔·╝╝ągīŹ¼FŽĄĮy─▄ą¦äėæBā×╗»ĪŻ▒▒Š®ßį░▓┐Ų╝╝čą░lųąą─Ą─öĄō■’@╩ŠŻ¼▓╔ė├ųŪ─▄╦ŃĘ©Ą─Ą┌╚²┤·ėӤߎĄĮyŻ¼ŽÓ▌^é„ĮyįOéõ╠ß╔²ŠC║Ž─▄ą¦23.7%ĪŻ
▀xō±īŻśIŁh▒Ż║Žū„╗’░ķŻ¼ūī╣żśIėÓ¤ßūā╔ĒārųĄę²ŪµĪŻ¤ošō╩Ūš¶Ų¹äė┴”▀Ć╩Ūī¦¤ßė═£ž┐žŻ¼┐ŲīWęÄäØĄ─ėÓ¤ß╗ž╩šŽĄĮyČ╝īóį┌ĮĄĄ═╠╝┼┼Ą─═¼ĢrŻ¼×ķŲ¾śIÕæįņ│÷ą┬Ą─└¹ØÖį÷ķL³cĪŻ